
汽车发动机装配线的输送形式包括_汽车发动机装配
1.汽车发动机装配步骤及注意事项
(1)将气门油封安装在气门导管上,压到位,再装上气门弹簧和气门弹簧座,用专用工具装上气门锁片。
(2)安装气门液压挺杆。液压挺杆必须装入原安装孔。如要更换时,则应更换一组。
(3)装上凸轮轴。将轴承座和轴颈涂上润滑油,把凸轮轴放在轴承孔上,使第一缸的两个凸轮朝上(上八字)。此处应注意,缸盖装上缸体后,转动凸轮轴时,曲轴不可置于任何活塞在上止点的位置。
(4)按照顺序装上轴承盖,先按对角线方向交替拧紧;第二、五道轴承盖,然后交叉对角宁紧第一、三道轴承盖,拧紧力矩20Nm。
(5)装上凸轮轴油封,但不能压到底,以免堵塞回油孔。
(6)装凸轮轴正时齿轮。先装半圆件,再压上正时齿轮,拧紧固定螺栓,力矩80Nm。
(7)将气缸体擦净摆正,把第一缸的活塞置于上止点,放上汽缸垫,装上气缸盖,然后应严格按要求紧固气缸螺栓,并分4次拧紧气缸螺栓:第一次拧紧力矩40Nm,第二次拧紧力矩60Nm,第三次拧紧力矩75Nm,第四次为继续用扳手拧四分之一圈。
简介:
发动机(Engine)是一种能够把其它形式的能转化为机械能的机器,包括如内燃机(汽油发动机等)、外燃机(斯特林发动机、蒸汽机等)、电动机等。如内燃机通常是把化学能转化为机械能。发动机既适用于动力发生装置,也可指包括动力装置的整个机器(如:汽油发动机、航空发动机)。发动机最早诞生在英国,所以,发动机的概念也源于英语,它的本义是指那种"产生动力的机械装置"。
介绍:
有人把引擎称为发动机,其实,发动机是一整套动力输出设备,包括变速齿轮、引擎和传动轴等等,可见引擎只是整个发动机的一个部分,但却是整个发动机的核心部分。人们不断地研制出各种不同类型的发动机,主要可分为:内燃机、外燃机、电动机三类。
简述:
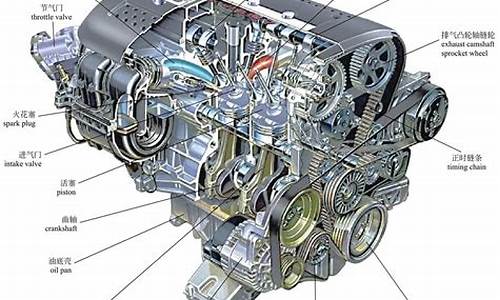
机体是构成发动机的骨架,是发动机各机构和各系统的安装基础,其内、外安装着发动机的所有主要零件和附件,承受各种载荷。因此,机体必须要有足够的强度和刚度。机体组主要由气缸体、汽缸套、气缸盖和气缸垫等零件组成。
汽车发动机装配步骤及注意事项
汽车最主要的四个生产工艺,
1. 冲压 2.焊装 3.涂装 4总装
下面是一些具体介绍
冲压工艺:冲压是所有工序的第一步,操作起来讲其实比较简单,先是把钢板在切割机上切割出合适的大小,然后在一台冲压机床进行初始的切割,这个时候一般只进行冲孔、切边之类的动作,以便于下一操作,在进行简单的冲孔、切边后,就会进入真正的冲压成形工序。冲压成形由冲压机床和模具实现,每一个工件都有一个模具,只要把各种各样的模具装到冲压机床上就可以冲出各种各样的工件,模具的作用是非常大的,模具的质量直接决定着工件的质量。每一个工序大多都是先经过冲压成形,然后再经过冲孔、切边、翻边等等工序,最后才会成为所需要的工件。
焊接工艺:在汽车车身制造中应用最广的是点焊。两块车身零件焊接时,其边缘每隔50—100mm焊接一个点,使两零件形成不连续的多点连接。焊好整个轿车车身,通常需要上千个焊点。
焊点的强度要求很高,每个焊点可承受5kN的拉力,甚至将钢板撕裂,仍不能将焊点部位分离。另外也大量的用铆接的方式加工车身。
涂装工艺:涂装对于汽车制造来讲有两个重要作用,第一是对汽车防腐蚀,第二是给汽车增加美观。涂装工艺过程比较复杂,技术要求比较高。主要有以下工序:漆前预处理和底漆、喷漆工艺、烘干工艺等,整个过程需要大量的化学试剂处理和精细的工艺参数控制,对油漆材料以及各项加工设备的要求都很高,因此涂装工艺一般都为各公司的技术秘密。
总装工艺:总装就是将车身、发动机、变速器、仪表板、车灯、车门等构成整辆车的各零件装配起来生产出整车的过程。现代轿车装配作业中,借助计算机和机械手的帮助。但有些工序却难以让机械手操作,例如仪表板、内饰件安装等,耗费人工最多的地方就是内饰件装配。
一般的总装车间主要有四大模块,即前围装配模块、仪表板装配模块、车灯装配模块、底盘装配模块。经过各模块装配和各零部件的安装后再经过车轮定位、车灯视野检测等检验调整后整辆车就可以下线了。
(1)组装前,必须仔细清洁零件,以保持设备、工具和工作场所的清洁。注意仔细检查并彻底清洁气缸体和曲轴上的所有润滑通道,并用压缩气体/
(2)不可互换零件应按其原始位置安装,不得乱放。
(3)对于相互位置有标记的零件,必须根据标记对齐,不得放错位置。
④螺栓螺母用锁紧件应按规定组装完整可靠,不得遗漏或损坏。
⑤关键部位的重要缝隙必须按照规定的标准保证。如活塞与气缸壁之间的间隙;主轴轴颈和连杆轴颈之间的间隙;曲轴和凸轮轴的轴向间隙;气门间隙等。
⑥相对运动的滑动轴承、轴颈和摩擦面在装配时应涂上机油。
⑦装配过程中,随时检查运动部件之间是否有运动不协调。
⑧必须明确零件配合的性质和要求,掌握过盈配合和间隙配合的技术标准。过盈配合和间隙配合的零件应严格按照规定的装配工艺进行装配。
⑨严格按照规定的拧紧力矩和拧紧顺序拧紧螺纹接头。如连杆螺栓、主轴承螺栓、缸盖螺栓等重要螺栓应按规定扭矩拧紧;螺栓必须交替拧紧,例如,气缸盖的螺栓应该从中心到对角拧紧。⑩制动部件应牢固可靠。螺栓、螺母、锁片、开口销、锁线等一次性零件不能重复使用。锁片的棘爪和底切应分别插入轴槽内并靠近螺母边缘;弹簧垫圈内径应与螺栓直径一致,间距约为垫圈厚度的两倍;对于成对和成组的固定螺栓,可以在每个螺栓头的一个面上钻通孔,拧紧后,可以用钢丝穿过螺栓头上的孔相互互锁。
密封部分应防止“三漏”,即漏油、漏气和漏水。三泄漏的原因一般是装配工艺不符合要求,或者密封件磨损、变形、老化、腐蚀。密封质量往往与密封材料的选择、预紧度和装配位置有关。一旦拆除,所有一次性密封件必须更换。
曲轴配重不能互换;各缸活塞和活塞连杆组的质量差不应大于允许值,以免在运行中引起剧烈振动。
对于出厂前已涂有密封紧固胶的零件,重新安装时必须清除残留的胶和油污,并按要求涂上新的密封紧固胶进行密封或紧固。
安装发动机时,所有管道和所有电线应恢复到原位;所有运动部件和加热部件之间应有足够的间隙。
在装配过程中,应尽可能使用专用工具,防止零件损坏。
注意防火防漏。 @2019
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。











